12. Кузов Chery QQ / Chery Sweet
Глава приводится частично, для ознакомления. Иллюстрации заведомо ухудшенного качества.
Перед началом ремонта
1. Измерьте зазоры между дверью и дверным проемом.

Рис. 12.1.
2. Очистите дверь от грязи и масляных пятен водой или чистящим средством, тщательно протрите.3. После очистки и перед началом ремонта удалите старую краску, особенно в местах, где видна ржавчина, есть отверстия или деформации.
Основные причины дефектов двери
1. Абразивный износ. Причиной является трение поверхностей металлических деталей. Например, свисает дверь, из-за износа увеличился зазор на петлях дверей.2. Коррозия. Ржавчина может образоваться после сварочных работ, если не были предприняты предохранительные меры, или в результате контакта с химическими веществами. Обычно коррозия происходит в закрытых местах и местах точечной сварки.
3. Трещины и разрывы Серьезные разрывы и трещины образуются в результате к онцентрации н апряж ения и слабых структурных связей, так как металл подвергается многократному внешнему и внутреннему напряжению.
4. Полости и впадины. Полости образуются в результате столкновения или повышенной нагрузки на панели кузова.

Рис. 12.2.
5. Искривления и сгибы. Такой вид деформации происходит в результате повышенной нагрузки на дверь.

Рис. 12.3.
Основной метод ремонта двери. В соответствии с вышеописанными видами повреждений и деформаций, основными методами ремонта дверей являются правка, сварка, грунтовка.
Выравнивание шероховатостей и неровной поверхности
Если имеется доступ к дверной панели, устранить неровности можно с помощью молотка, подкладочного бруса или пресса.1. Выравнивание с помощью молотка и подкладочного бруса:
- простукивание по брусу молотком. Этот метод подходит для выравнивания сравнительно небольших и мелких неровностей и вмятин;

Рис. 12.4.

Рис. 12.5.
Грубое профилирование можно произвести с помощью деревянного молотка, после чего можно слегка простучать железным молотком. При более обширной вмятине подкладочный брус необходимо положить под наиболее ровное место, а молотком простукивать по наиболее выпирающему месту вмятины, поочередно используя железный и деревянный молотки.2. Выравнивание вмятин с помощью пресса. Этот метод используют в том случае, если к вмятинам невозможно добраться молотком и распоркой.
3. Выравнивание поверхности с помощью приспособления для выравнивания. Приспособление используется для выравнивания поверхности в труднодоступных местах, а также внутри металлических панелей. Есть два метода применения съемника:
Рис. 12.5. Приспособление для выравнивания поверхности:
1 - инерционный молоток; 2 - рукоятка; 3 - распорка.
- просверлить портативной электрической дрелью небольшое отверстие во вмятине, затем вставить в отверстие съемный рычаг с резьбой или крюком на конце. Вытягивание вмятины производится путем постепенного скольжения молотка по металлическому съемному рычагу и поворачивания рукоятки в обратном направлении. При необходимости можно просверлить больше отверстий, а после разравнивания вмятины отверстия закрывают оловянно-свинцовой пломбой;- приварить гвоздь с широкой шляпкой или шайбу к вмятине с помощью точечной сварки, после чего гвоздь или шайбу тянут с помощью приспособления для вытягивания и, таким образом, выравнивают поверхность. Мож но п риварить н есколько гвоздей или шайб и выравнивать вмятину постепенно. В завершении отполируйте место сварки и разровняйте шлифовальным кругом. Этот метод позволяет избежать сверления отверстий в металле, а также предотвращает возможную коррозию металла.
Восстановление мест растяжения
Лист металла в месте вмятины растянут. При выравнивании не всегда удается полностью удалить растяжение, поэтому, для достижения наилучшего результата необходимо совмещать выравнивание с методом горячей правки. Для нагрева необходимо выбрать место максимальной деформации. Метал с низким содержанием углерода можно нагревать до красного цвета (600 - 800 °С)1. Точечный нагрев. Область нагрева представляет собой точки с определенным диаметром, обычно диаметр 15-30 мм. Вы можете нагревать одну или несколько точек, расположенных в шахматном порядке; этот метод применяется при растяжениях в середине панели.
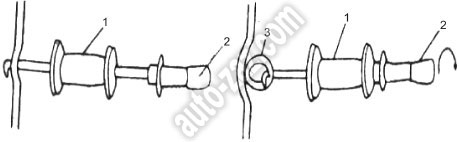
Рис. 12.6. Точечный нагрев:
1 - зона растяжения.
2. Нагрев треугольником. Область нагрева имеет форму треугольника. Обычно применяется при деформации ленточных деталей и краев.
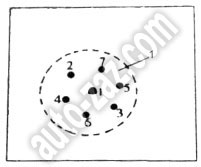
Рис. 12.7. Нагрев треугольником:
1 - зона растяжения; 2 - места нагрева.
После нагрева необходимо выбрать метод охлаждения в зависимости от степени растяжения металла, так как разный режим охлаждения приводит к различной степени усадки.- охлаждение происходит естественным путем и приводит к малой степени усадки;
- охлаждение водой. Для охлаждения используется мокрая хлопковая ткань, степень усадки в этом случае выше, чем при естественном охлаждении;
- комбинация естественного охлаждения с простукиванием молотком. Обычно, используя ручной молоток и распорку, интенсивно простукивают поверхность вокруг нагрева, увеличивая давление и степень усадки. Для простукивания поверхности нагрева лучше использовать деревянный молоток, не прибегая к сильному давлению, чтобы не растянуть металл снова.